



متن کامل شکل دهی صفحات دوقطبی فلزی را می توانید با کلیک بر روی عبارت ((شکل دهی)) مشاهده نمایید.

بررسی تجربی و شبیه سازی اجزای محدود تأثیر نیروی پرس بر روی شکل دهی کانال های صفحات دو قطبی فلزی در فرآیند استمپینگ
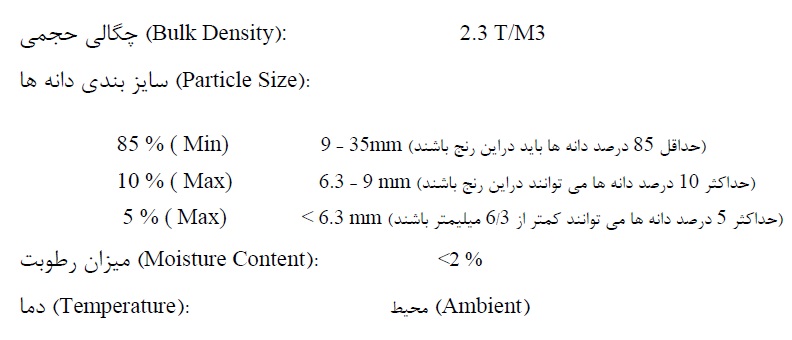
صفحات دو قطبی یکی از مهم ترین بخش های پیل سوختی هستند. که هزینه تولید زیادی را به همراه دارند. در این پژوهش، شکل پذیری، صفحات دوقطبی فلزی با سطح فعال 100 سانتی متر مربع. از جنس فولاد زنگ نزن 316L با فرآیند شکل دهی استمپینگ مورد بررسی قرار گرفت. فرآیند شکل دهی استمپینگ نسبت به روش های دیگر شکل دهی دارای مزایایی همچون سادگی فرآیند. سرعت تولید بالاتر و هزینه تولید پایین تر می باشد. مسأله مهمی که در صفحات دو قطبی حائز اهمیت است.
دقت ابعاد کانال های شکل داده شده میباشد. در این مقاله، پهنا و عدم تختی کانال و ریب صفحات تولیدی مورد بررسی قرار گرفت. نتایج این پژوهش نشان داد که افزایش نیروی استمپینگ باعث افزایش جریان یافتگی ورق میشود. که خود سبب افزایش در پهنای کانال و ریپ می گردد. همچنین، میزان عدم تختی حاصل از برگشت فنری ورق نیز. در این فرآیند در بازه تلورانسی کمتر از 0/02 میلی متر قرار داشته. و این صفحات می توانند به عنوان صفحات دو قطبی فلزی در سری پیل سوختی مورد استفاده قرار گیرند.
پیل های سوختی نوعی از مبدل های انرژی الکتروشیمیایی می باشند. که انرژی شیمیایی حاصل از واکنش را به صورت مستقیم به انرژی الکتریکی تبدیل می کند. پیل های سوختی را می توان در کاربردهای مختلف مورد استفاده قرار داد. ویلبرفورس و همکاران مروری بر تکنولوژی پیل سوختی و مزایا و معایب آن در مقایسه با تکنولوژی های رقیب ارائه نمودند. باروتاجی و همکاران نیز مرور کاملی بر قطعات اصلی پیل سوختی، نوع مواد و روش ساخت آنها ارائه نمودند.
پیل های سوختی پلیمری یکی از انواع پیل سوختی می باشد. که می تواند در کاربردهای ایستگاهی و حمل و نقل به کار رود. واکنش دهنده های معمول برای پیل های سوختی، هوا و هیدروژن می باشند. البته، استفاده از این گازها با کمی ناخالصی نیز امکان پذیر می باشد.
پیل سوختی پلیمری یکی از انواع پیل های سوختی میباشد. که ویژگی های منحصر به فردی از قبیل بازدهی بالا، تولید گازهای گلخانه ای کم یا در حد صفر. سادگی و هزینه های پایین، نداشتن قطعات متحرک و عمر طولانی، ماژولار بودن. بی سروصدا بودن و اندازه و وزن پایین را دارا میباشند. که باعث جذابیت آنها می شود.
یک مجموعه پیل سوختی از اجزای مختلفی متشکل است. که از میان این اجزاء صفحات دوقطبی از لحاظ حجم وزن (در حدود 60 تا 80 درصد). و همچنین هزینه (در حدود 30 تا 45 درصد) از اهمیت بالایی برخوردار میباشد. صفحات دوقطبی در هر دو سمت خود دارای گذرگاه هایی (اصطلاحاً میدان های شارش گاز). براش شارش گازهای واکنش دهنده و پخش آنها بر روی سطح کاتالیست و همچنین مدیریت حرارت و آب می باشد.
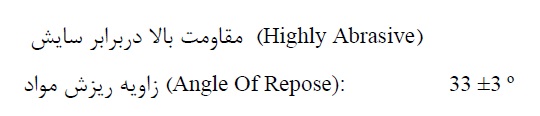
نفوذ سریع گازهای واکنش دهنده و هدایت الکتریکی بالا، دو پارامتر مهم جهت دستیابی به عملکرد مناسب پیل سوختی می باشد. افزایش سطح مقطع کانال صفحات دو قطبی باعث افزایش سرعت نفوذ گازهای واکنش دهنده و همچنین تخلیه مناسب تر محصولات واکنش می گردد. از این رو، افزایش پهنای کانال و همچنین تختی کف کانال تأثیر به سه زایی در عملکرد پیل سوختی خواهد داشت. علاوه بر این، افزایش سطح ریب منتج به بهبود هدایت الکتریکی از لایه نفوذ گازی به صفحات دو قطبی می شود.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com







 برای خرید انواع فولاد آلیاژی و انواع ورق آلیاژی نسوز-استیل-مقاوم به خوردگی و مقاوم به سایش و … بر روی لینک کلیک نمایید
برای خرید انواع فولاد آلیاژی و انواع ورق آلیاژی نسوز-استیل-مقاوم به خوردگی و مقاوم به سایش و … بر روی لینک کلیک نمایید ورق دریایی – فولاد دریایی
ورق دریایی – فولاد دریایی